Matter Kitchen
THE PERIODIC TABLE IS A MENU
MATTER KITCHEN // LAKS INDUSTRIES
"A strawberry is just a specific arrangement of Carbon, Hydrogen, and Oxygen. If you can arrange the atoms, you can build the strawberry—without the dirt, without the bugs, and without the waiting."
01 — The Philosophy: Nature Is a Sloppy Chef
For 10,000 years, eating has been a gamble. Agriculture is slow, weather-dependent, and ecologically devastating. Biology is inconsistent; one steak is tender, the next is tough. Flavor is accidental. To get 1 kg of beef, you need 15,000 litres of water and 25 kg of grain. That is a 3% efficiency rating. It is thermodynamically insane.
Matter Kitchen rejects the uncertainty of Nature. We do not grow food. We assemble it. We do not find water. We purify it. Our goal is to sever the link between Survival and Nature. A Laks City is a closed loop—we recycle every atom of water and carbon, turning waste back into fuel and food with 100% efficiency.
The Three Problems
We do not feed the body; we program it.
02 — The MK-05 Chrono-Oven: The 5-Second Cake
Conventional ovens heat air. They cook from the outside in, drying out the crust before the centre is done. The MK-05 eliminates thermal conduction entirely. It deposits energy directly into the molecular structure of the food.
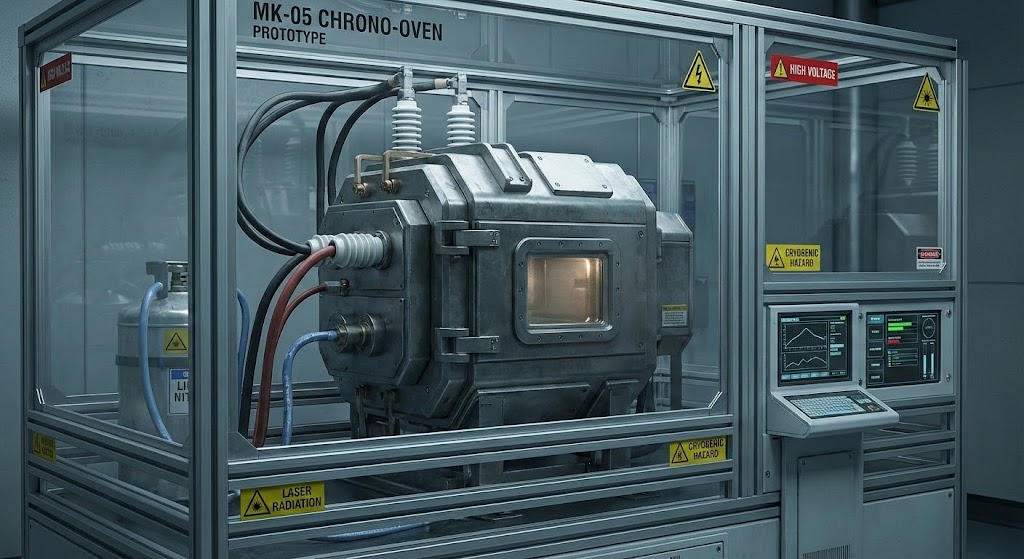
Fig. 2.1 — MK-05 Chrono-Oven production unit
Stage 1: Ohmic Heating (T+0.0–2.0s)
Microwaves are too uneven for a 5-second burst. Instead we pass a high-voltage electrical current directly through the batter. The batter itself is the resistor. The cake pan is non-conductive ceramic; the bottom and lid are titanium electrode plates. When you hit the switch, electrical energy converts to thermal energy instantly throughout the entire volume. The temperature jumps from 70°F to 200°F everywhere at once. No waiting for heat to travel.
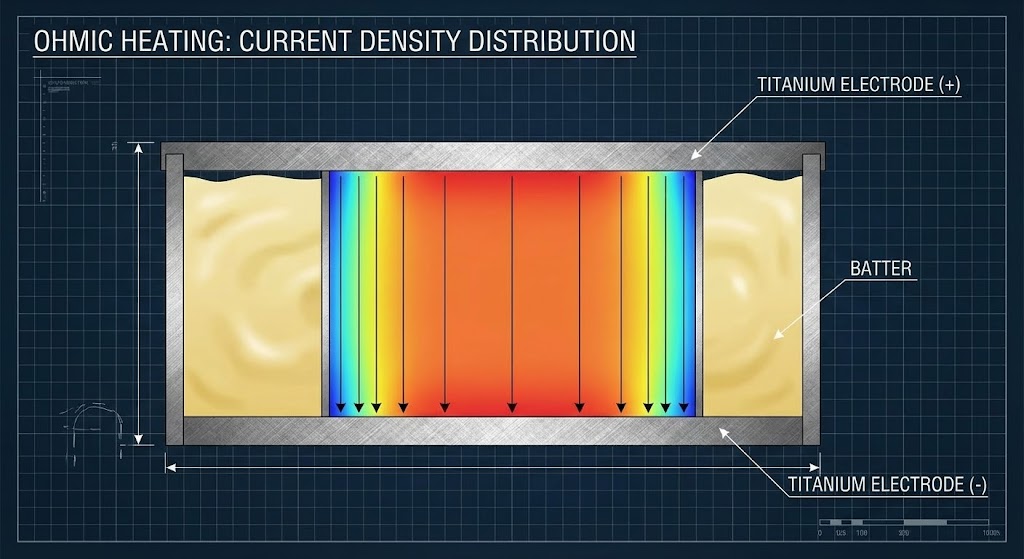
Fig. 2.2 — Ohmic heating electrode geometry
Stage 2: Vacuum Flash Expansion (T+0.5–2.5s)
Chemical leavening is too slow. Baking powder cannot produce bubbles fast enough for a 5-second window. The oven chamber connects to a high-capacity vacuum reservoir. As the Ohmic heating spikes the temperature, we slam the chamber with a partial vacuum. The water inside the batter instantly flashes to steam, and existing air bubbles expand violently (Boyle's Law). The cake rises to full volume in under 2 seconds. The starches gelatinize around these bubbles, locking the structure in place.
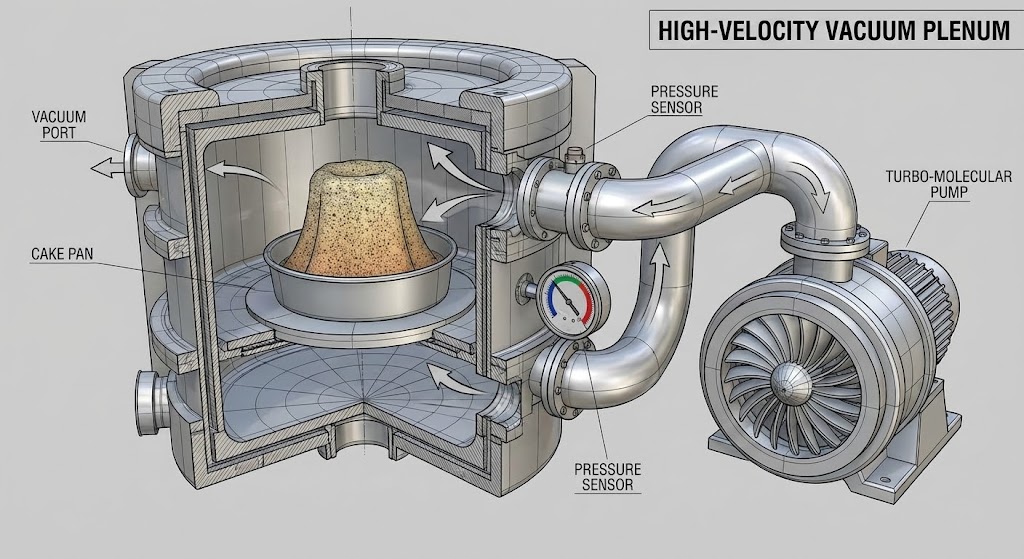
Fig. 2.3 — Vacuum flash expansion chamber
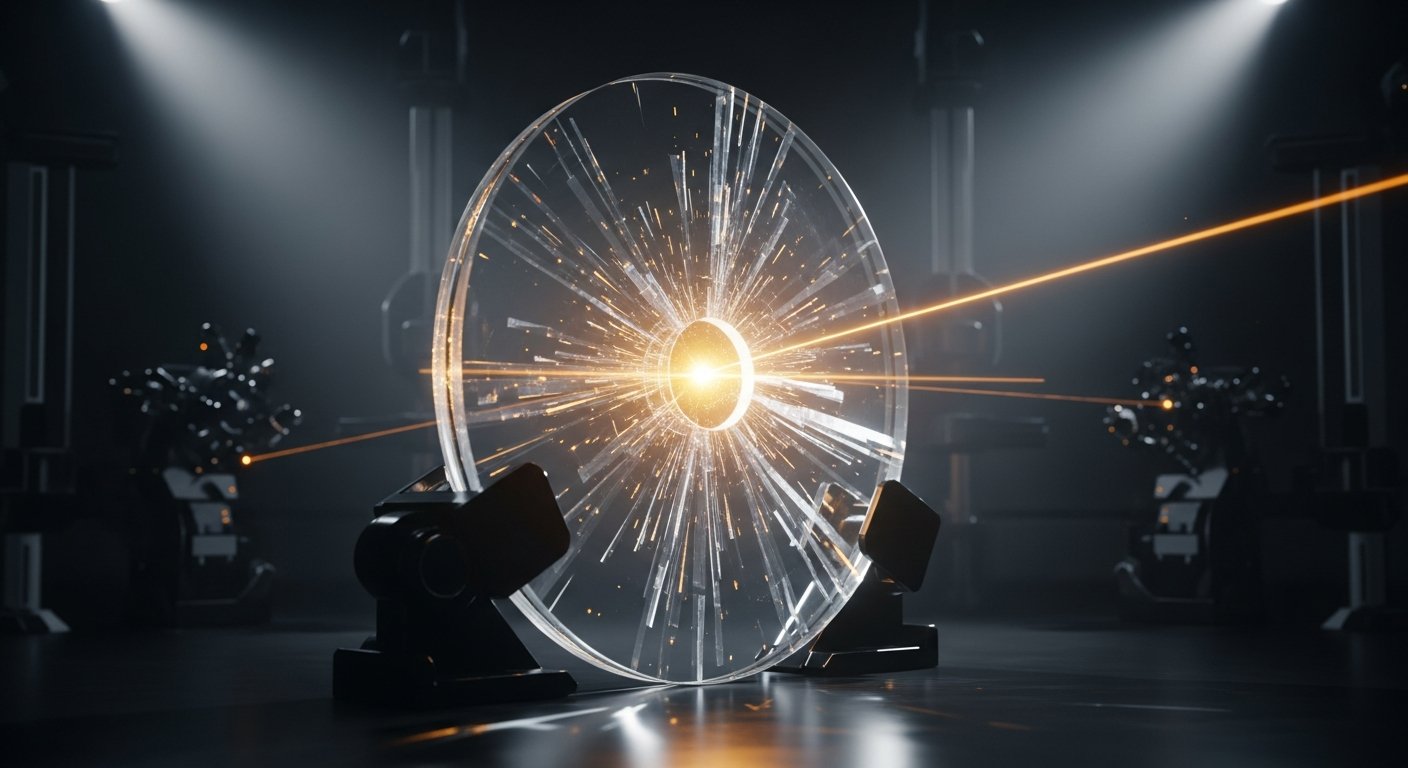
Stage 3: High-Intensity IR Laser Array (T+3.0–5.0s)
Ohmic heating cooks the inside perfectly but leaves the cake pale and wet. We need the Maillard Reaction, which requires temps above 300°F. The oven walls are lined with high-intensity IR VCSEL laser arrays. A microsecond-pulsed blast of photonic energy hits the exterior of the cake, dumping massive energy into the top 1 mm of the surface. Instant golden-brown caramelisation without burning the interior.
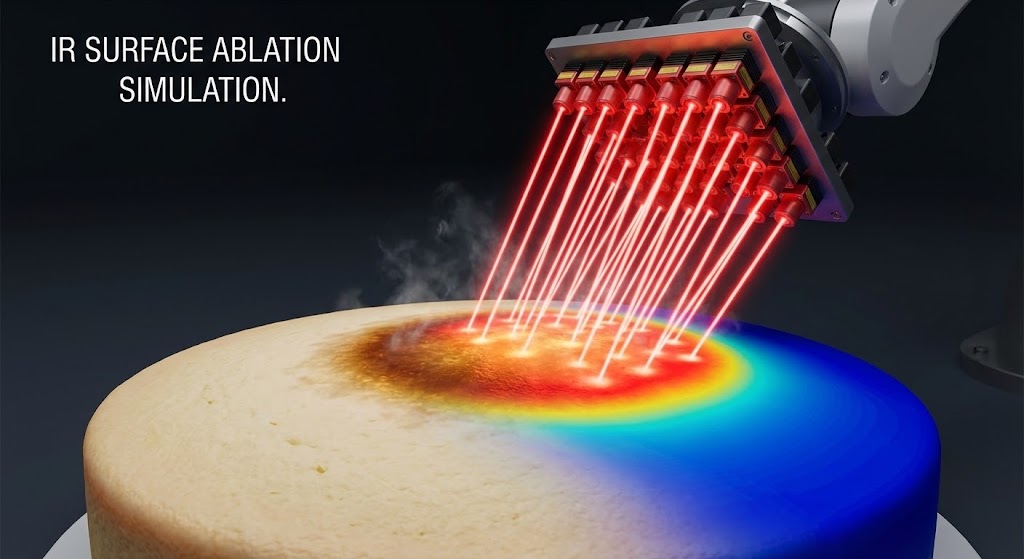
Fig. 2.4 — VCSEL infrared laser array for surface Maillard reaction
T+1.0s High-voltage discharge. Batter hits 205°F internally. Proteins denature.
T+2.0s Vacuum dump. Cake expands 300% in volume. Steam sets the crumb.
T+3.0s Laser Pulse Alpha. Surface water evaporated.
T+4.0s Laser Pulse Beta. Surface temperature spikes to 350°F for browning.
T+5.0s Cooling blast. LN2 mist injected to arrest thermal runaway.
T+5.1s Ding.
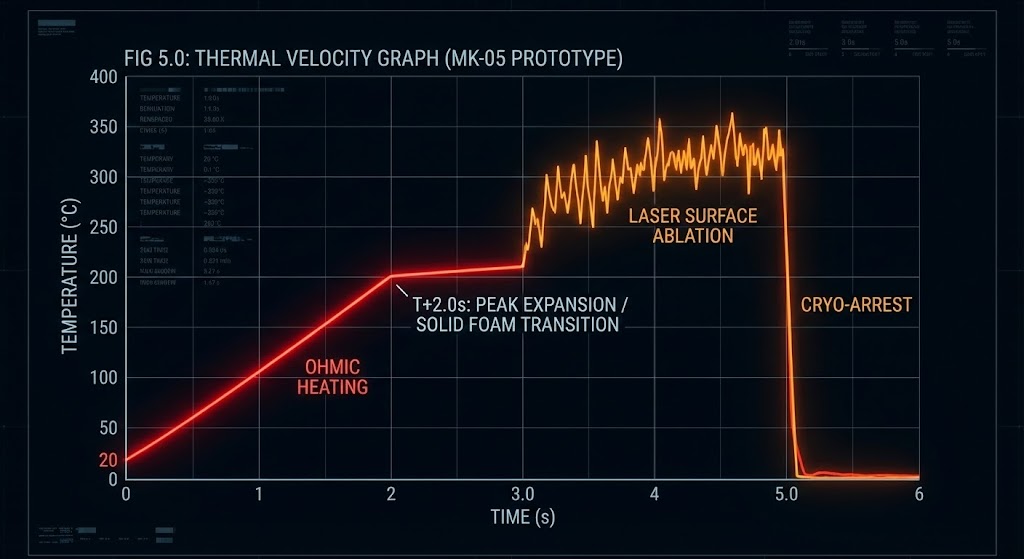
Fig. 2.5 — Thermal profile over the 5-second bake cycle
03 — The MK-X Genesis Protocol: Molecular Assembly
Going from macro-assembly (printing with ground meat paste) to atomic/molecular assembly (building from Carbon, Hydrogen, Oxygen, Nitrogen) in 10 seconds is effectively asking for a Star Trek Replicator. To make this feasible within the laws of physics, we move up one step from atoms to Molecular Precursors—tanks of Amino Acids, Lipids, and Glucose rather than raw atomic dust.
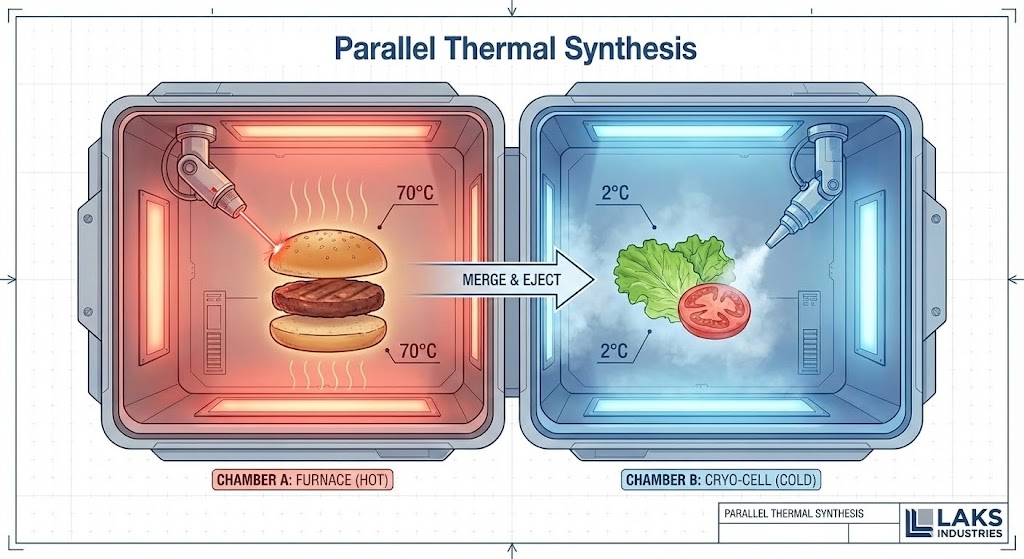
Fig. 3.1 — MEMS nozzle array for massive parallel deposition
The Core: MEMS Electro-Spinning
A standard 3D printer has one nozzle. To build a burger in 10 seconds, you need 100,000 working simultaneously. The "print head" is a MEMS Array—a silicon chip the size of a burger plate with millions of microscopic pores. It functions like a showerhead that controls every single hole individually. Charged to 20,000 Volts, the high voltage whips the protein solution into nanofibers. By rapidly changing the voltage vector, we align these fibers in a single direction, creating the "chew" of muscle tissue. It weaves the patty rather than printing it.
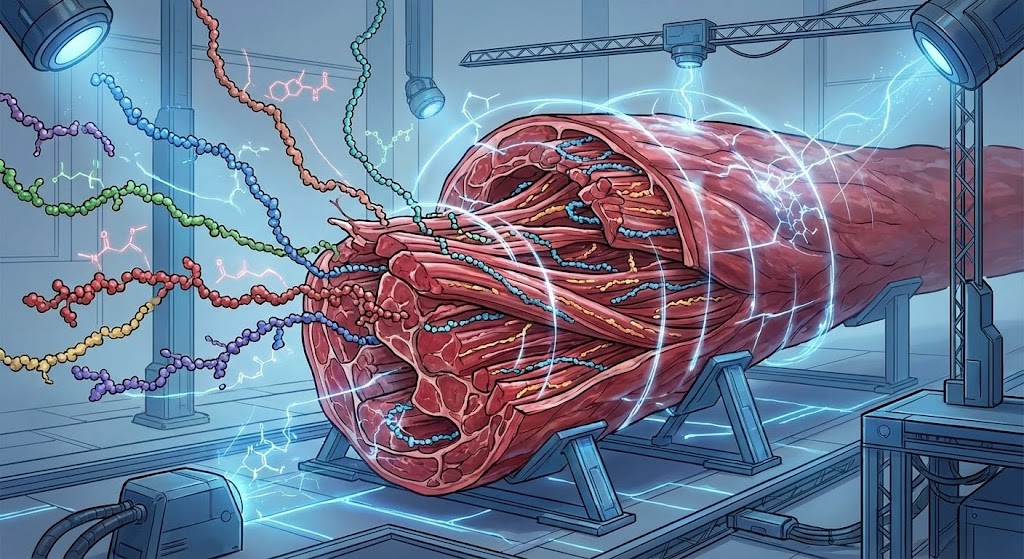
Fig. 3.2 — Electro-hydrodynamic jetting and fiber alignment
Active Thermal Printing
The hardest part: you need a 160°F patty touching 35°F lettuce without the lettuce wilting. The MEMS array integrates Peltier elements. Zone A (Patty) superheats protein ink to 170°F milliseconds before ejection. Zone B (Veggies) chill-flashes cellulose/water ink to 34°F. Between them, the machine prints a microscopic Aerogel Starch Layer—a vacuum-filled carbohydrate foam that buys 5 minutes of perfect temperature separation.
Molecular Encapsulation
Raw protein tastes like nothing. Real flavour comes from the Maillard reaction, which takes time we don't have. Solution: we inject millions of nano-liposomes filled with liquid smoke and pre-caramelised sugars. These spheres burst only under the pressure of a human jaw, flooding the palate with the taste of a charcoal grill even though the burger was technically just woven from liquid.
2.0–6.0s Protein Weave. High-voltage electro-spinning engages. Lipid nozzles spray molten fat into fibre gaps (marbling). 165°F.
6.0–6.5s Thermal Firewall. 2mm Starch Aerogel printed. Stops heat from rising.
6.5–8.5s Hydro-Structure. Cold inputs. Rigid cellulose walls filled with chilled water ("crunch"). 35°F.
8.5–10s Cap. Final starch lattice. Synthetic sesame seeds. Aromatic gas injection (scent of fresh bread).
The 30-Second Gourmet Configuration
10 seconds forces you to simulate. 30 seconds allows you to react. In 10 seconds we fake the toasting with lasers and artificial scent. In 30 seconds we actually caramelise sugar and render fat. The shift: we build the Top Half (Cold) and Bottom Half (Hot) simultaneously in separate, thermally isolated chambers and merge them at T-minus 0.5 seconds.
Chamber A — The Hot Zone: The Gyroid lattice bun is pressed against a 400°F ceramic plate for real toasting—physical, shattering crust. The Wagyu patty is woven from two nozzles: cultured beef muscle fibres and synthesised fat with the exact melting point of Wagyu tallow (77°F). A Plasma Torch array chemically alters the surface proteins (char) and liquefies the fat pockets.
Chamber B — The Cold Zone: Cellulose cell walls are printed and filled with chilled water at high pressure. Turgor. When you bite the tomato, the cells explode, spraying cold juice. The Dijon is printed as a honeycomb lattice fused to the underside of the top bun—increasing sauce surface area on the tongue and preventing sogginess until mastication.

Fig. 3.3 — Cross-section: the molecularly assembled gourmet burger
The Sensory Profile: You pick it up. The bottom is warm; the top is cool. You bite. First, the dry crunch of the toasted brioche. Then, the cold snap of the pressurised lettuce. Finally, the hot, yielding wash of the rendered Wagyu fat. The Dijon hits the palate in micro-bursts from the honeycomb lattice, cutting through the richness. This creates a burger that is physically superior to hand-made because the ratios of fat-to-lean and sauce-to-bun are mathematically perfect every single time.
04 — The MK-01 Omni-Assembler: Rotary Tri-Zone
To generalise from a "burger machine" to a universal Matter Kitchen, we stop thinking about one dish and start thinking about a multi-environment fabrication facility. A machine that makes Ramen (boiling liquid + steam) and Ice Cream (crystal formation + emulsion) in the same minute requires a Rotary Tri-Zone Architecture.

Fig. 4.1 — MK-01 Omni-Assembler core assembly
Instead of a stationary build plate, the MK-01 uses a rotary table that moves the dish between three distinct environmental "worlds" within the chassis:
Protocol A: Tonkotsu Ramen
The Broth (Forge): Concentrated collagen/fat paste receives superheated water injection at 120°C under pressure, instantly emulsifying into a creamy white Tonkotsu. Induction coil keeps it at a rolling boil. The Noodles (Loom): Low-hydration alkaline dough extruded directly into the boiling liquid. The nozzle heats the surface as it exits so the exterior gelatinises instantly while the core stays chewy. The Chashu (Forge): Protein/fat matrix printed on a side-plate, hit with 3 seconds of plasma torch—charred edges, melted fat—dropped into the soup.
Protocol B: Nitrogen Strawberry
The Cream (Void): An atomised mist of custard is sprayed through LN2 vapour. It freezes before impact—no large crystals form. The texture is smoother than any churned ice cream. The Fruit (Loom): A geometric honeycomb of strawberry purée gel, formulated to hold shape at sub-zero temperatures for chewy contrast. The Meringue (Forge): Sugar/egg foam flash-baked with IR lasers for 5 seconds, then robotically placed as a hot crisp shard onto the cold cream.

Fig. 4.2 — Liquid nitrogen atomisation in the Void zone
05 — The Feedstock: The CMYK of Food
To eliminate spoilage and maximise versatility, we abandon "ingredients" (flour, beef, tomatoes) and adopt Constituent Substrates. We don't store "Milk" (which spoils). We store Milk Fat Lipids, Casein Proteins, Lactose, and Water separately in airless, pressurised cartridges. They are mixed only at the moment of fabrication (T−0.5s).

Fig. 5.1 — Standard Feedstock Loadout (SFL-V1) cartridge rack
Tier 1: Macro-Tanks (50L Kegs)
| CARTRIDGE | SOURCE | STATE | SHELF LIFE |
|---|---|---|---|
| C — Starch Matrix | Rice/Potato/Wheat isolate | Dehydrated powder | Indefinite |
| L — Lipid Oleogel | Synthesised tallow/plant fat | Solid at RT, liquid at 40°C | Indefinite |
| P — Protein Slurry | Cultured bovine/porcine or pea/heme isolate | Vacuum-sealed paste, 4°C | 6 months |
| S — Cellulose Hydrogel | Plant fibre structure | Thixotropic gel | 12 months |
| W — Deionised H2O | Filtered tap line | Liquid | Indefinite |
Tier 2: Rheology Rack (5L Cartridges)
Texture is not flavour. Texture is physics. Albumen — the "Glue" (coagulates when heated, egg textures, cake binding). Collagen Hydrolysate — the "Gel" (tonkotsu broth, slow-cooked ribs). Leavening Agent — pressurised CO2 or encapsulated baking soda (the rise). Crisping Agent — maltodextrin/dextrose (rapid Maillard, shattering crusts).
Tier 3: The Volatile Library (50ml Vials)
You don't need a lemon; you need Citric Acid and Limonene. You don't need a truffle; you need 2,4-Dithiapentane. The library stocks chemical precursors, not ingredients:
5 Primaries: Sodium Chloride (salty), Sucrose (sweet), Citric/Malic Acid (sour), Quinine (bitter), MSG (umami).
Aromatic Esters: Isoamyl Acetate (banana), Ethyl Butyrate (pineapple), Cinnamaldehyde (cinnamon), Vanillin (vanilla), Capsaicin Oil (spiciness, calibrated to Scoville precision).
Terroir Vials: Liquid Smoke (pyrolysis oil), Geosmin (the smell of rain—for beets/mushrooms), Diacetyl (butter).
"The Weird Stuff"
Order: Spicy Saffron Risotto with Grilled Octopus.
The rice? Starch Matrix prints distinct grain shapes. The octopus? Protein fibres in a dense cross-linked spiral (mimicking tentacle muscle) mixed with extra Collagen for chewiness. The saffron ($5,000/kg)? The machine pulls Safranal (aroma), Crocin (yellow), and Picrocrocin (earthy hay) from the Volatile Library—micro-dosed into the printing stream. The grill? Plasma reactor chars the outside without overcooking the inside.
06 — The MK-100 Modular Galley
Think of a server room. Rows of black cabinets, blinking lights, humming fans. Now replace the data packets with atoms. The MK-100 is not a robot chef with arms. Arms are inefficient—they mimic human limitations. The MK-100 is a linear particle accelerator for food. A wall of processing blades connected by a high-speed magnetic rail.

Fig. 6.1 — Superconducting MagLev "Pass" backbone
The MagLev Pass
No conveyor belts. The spine of the machine is a superconducting MagLev rail. Serving dishes float magnetically, zipping between stations at 5 m/s with sub-millimetre precision. Non-linear routing: a salad can go to the Cold Blade while a steak goes to the Plasma Blade. They meet at the window exactly when both are done.
The Blade Configuration
The 60-Second Service
Order: 1× Spicy Tonkotsu Ramen, 1× Medium-Rare Steak Frites, 1× Chocolate Soufflé.
T+05s Parallel Processing. Puck 1 → Blade A1 (noodle extrude) → Blade B2 (superheated broth). Puck 2 → Blade A2 (protein weave) → Blade B1 (plasma sear + microwave to 54°C). Puck 3 → Blade A1 (aerated batter) → Blade B3 (Ohmic puff).
T+45s Assembly. Puck 1: pre-printed Chashu placed, laser-cut Nori sheet dropped. Puck 2: potato-starch fries flash-fried & vacuum-dried. Puck 3: dusted with powdered sugar.
T+55s Convergence. All three pucks accelerate to the output window. Simultaneous arrival.
T+60s Service. Ramen steaming. Steak resting. Soufflé rising.
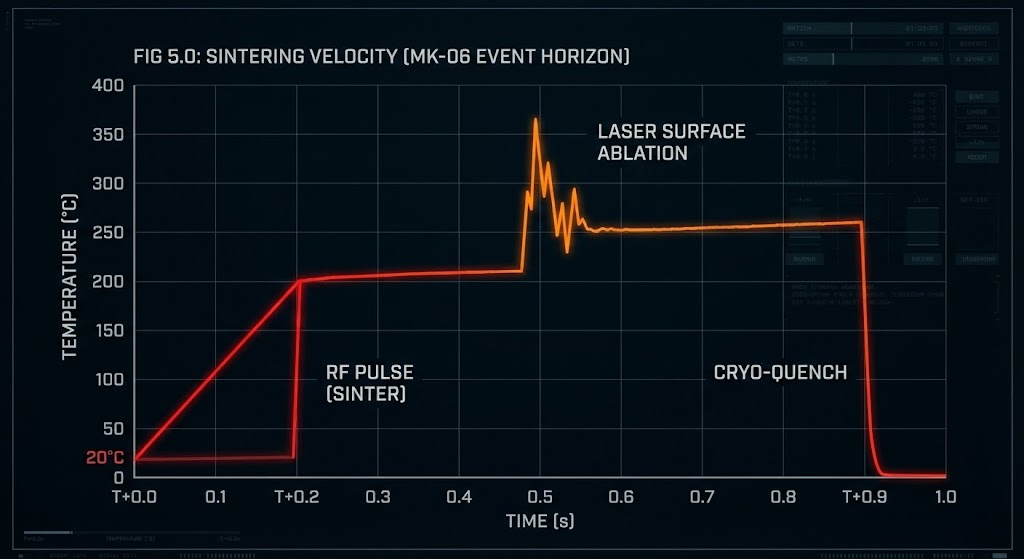
Fig. 6.2 — MK-100 parallel service workflow
The Human Role: "The Architect"
In this restaurant, there are no line cooks. There is only the Head Chef (The Architect). They don't chop onions. They sit at a terminal and design the algorithms. "Adjust the tensile strength of the noodle by 5%. Increase the Maillard reaction depth on the steak by 0.2mm. Update the seasonal menu to strawberry-basil using the new incoming tank loads." The machine is the body; the chef is the code.
07 — The Oasis Ecosystem: Water Synthesis
The journey begins with Water. It is the solvent of life. This is the machine that started it all.
The Flash-Void Cycle
To get fresh water you usually boil seawater (energy expensive) or push it through Reverse Osmosis membranes (high maintenance, clogging). The Laks solution combines Vapor Vacuum and Phase Flash into a single cycle: (1) the water enters a vacuum chamber at 10−3 Torr—the boiling point drops to room temperature. (2) Phase Flash coils pulse the water; it instantly flashes into steam, leaving salt and toxins behind. (3) The steam hits a Laks-Cryo condenser plate. Pure distilled water. Energy cost: near zero (driven by waste heat from Stellar Furnace or Aetheric Monoliths). Purity: 99.9999% H2O.
08 — The Frontier: Beyond Eating
The Aero-Gourmet: Delicious Gases
Why eat a mint when you can breathe a blizzard? Phase Flash ultrasonic transducers vibrate liquids into "Dry Mist" (particles <5 microns). The Vapor Bar is a social lounge where you don't drink; you breathe.
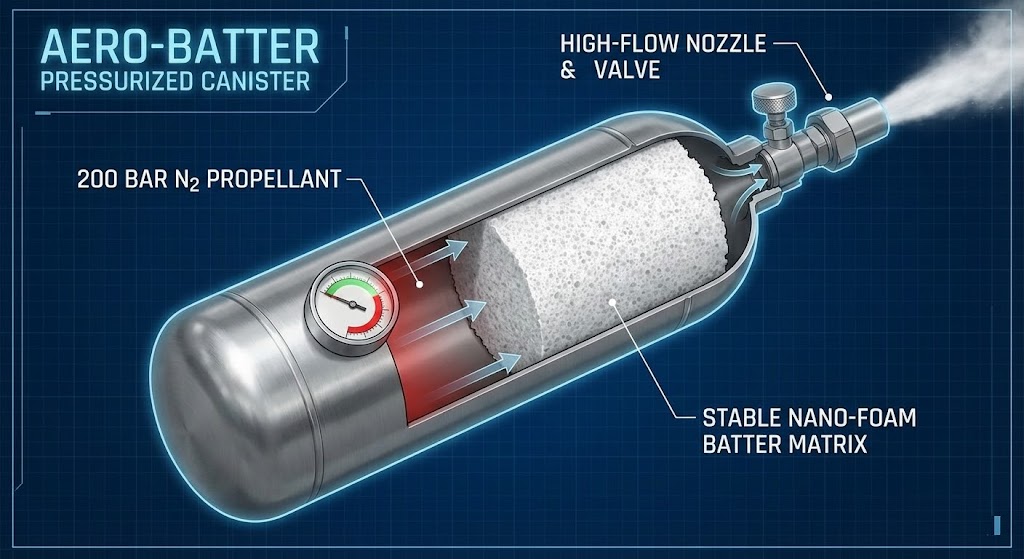
Fig. 8.1 — Aero-Shot canister for nebulised flavour delivery

Fig. 8.2 — Phase Flash ultrasonic transducer array for nebulisation
Medical Integration — "The Laks-Lung": For athletes. A mix of bronchodilators and electrolytes nebulised for mid-run recovery.
The Atmosphere: Air Synthesis
Vapor Vacuum pulls the air in. Matter Kitchen scrubs the CO2 and cracks it back into Carbon (for Metallic Sciences diamond feedstock) and Oxygen (for breathing). Product: "The Lung." Essential for Lorentz Aerospace ships and Stellar Furnace control rooms.
Fig. 8.3 — RF-assisted molecular cracking for atmospheric reclamation
The Alchemical Ladder
We scale from "Filtering" to "Transmuting":
| PRODUCT | FUNCTION | THE "MAGIC" | TIER |
|---|---|---|---|
| Oasis-Home | Water Purifier | Turns sewage into 9N pure water | Consumer |
| MK-Chef | Food Printer | Prints a steak with perfect marbling | High-End |
| The Retort | Rapid Oven | Cooks a turkey in 4 minutes using lasers | Pro-Chef |
| Aero-Shot | Gas Dispenser | A "hit" of caffeine/flavour vapour | Impulse Buy |
| The Larder | Nutrient Bank | Stores food as inert powder (no rot) | Infrastructure |
| MK-09 Zero-Point Cold | Refrigeration | Solid-state magnetocaloric. No compressor. | R&D |
APPENDIX A — REFERENCES & PRIOR ART
- Ohmic Heating for Rapid Thermal Processing — comprehensive review of Joule heating for food applications
- Electro-Hydrodynamic Jetting — MEMS-scale nanofiber deposition for tissue engineering and food science
- Vacuum Flash Evaporation — industrial desalination and low-pressure phase-change dynamics
- Molecular Encapsulation — nano-liposome technology for flavour delivery (food & pharma)
- Maillard Reaction Kinetics — high-temperature surface browning under IR and plasma irradiation
- Superconducting MagLev Transport — frictionless magnetic levitation for industrial material handling
- Peltier-Effect Thermal Management — solid-state heating/cooling for multi-zone fabrication
- Flash Desalination — low-energy vacuum distillation for potable water production
09 — Integration: The Body-Loop
Brainwave Systems scans the neural cortex: low blood sugar, dopamine deficit, nostalgia for grandmother's cookies. It sends the code to the MK-Chef. The Chef prints the exact cookie that matches your memory.
Cellular Foundry is the software; Matter Kitchen is the hardware. They grow the Stem Cell Paste. We print the Filet Mignon.
Vapor Vacuum provides the Class-1 ISO cleanroom environment. There are no bacteria. Food poisoning is impossible. The Vacuum kills everything before the print starts.
Phase Flash drives the flash-boiling and flash-freezing at the heart of every cycle.
Stellar Furnace creates the energy. Waste heat from fusion drives the Oasis desalinator at near-zero cost.
Brainwave Systems → Cellular Foundry → Vapor Vacuum → Phase Flash → Stellar Furnace → Highfield Magnetics → Metallic Sciences → Lorentz Aerospace → Maxwell Continuum →
MICROLOUVER FILMS AS ANGLE-DEPENDENT PRIVACY FILTERS: ASPECT RATIO AND ACCEPTANCE ANGLE DESIGN
Optical privacy demands precision geometry. We transmute film microstructure into viewing-angle control, bending the rules of what surfaces reveal and conceal based on the geometry of light itself.
The microlouver approach operates on a principle both ancient and exacting: orient barriers perpendicular to the direction you wish to block. Stack them in parallel, space them according to the angle you need to exclude, and you obtain an acceptance angle determined entirely by aspect ratio—the ratio of louver height to spacing. A 5:1 aspect ratio delivers approximately ±11 degrees of transparent viewing; push to 10:1 and you're down to ±5.5 degrees. This is angle-of-incidence design, not distance-dependent opacity. A viewer at 30 centimeters and one at 30 meters see identical results when positioned outside the acceptance cone; both are blocked.
Manufacturing matters here. Laser ablation creates precision channels through polymer film with submicron control over louver sidewalls. We route single or multiple pass ablation sequences to establish depth and wall angle, achieving acceptance cones that remain mathematically stable across normal manufacturing variation. Stacked layer approaches—essentially laminating pre-patterned films—trade some precision for production speed. Orientation becomes critical; vertical louvers block horizontal viewing angles while allowing vertical perspective shifts. Horizontal louvers reverse this geometry. The application dictates the geometry.
Distance-dependent opacity works by an entirely different optical mechanism. Here we exploit human visual acuity itself—the human eye resolves features no finer than approximately one arcminute. A 1-millimeter perforation becomes unresolvable at 3.4 meters; a 1.5-millimeter hole at 5 meters. Below that threshold distance, the eye integrates the perforated pattern into apparent solidity. Above it, individual apertures blur into visual noise, and transmission drops to near zero. This is spatial frequency filtering, not barrier geometry.
The mathematics tie to fill factor—the percentage of material removed versus retained. A 30/70 perforation ratio (30 percent open, 70 percent material) delivers higher opacity at distance while maintaining meaningful light transmission up close. A 50/50 split offers symmetric properties but reduces overall light throughput. Film thickness matters. Thicker stock creates longer light paths through apertures, extending the distance at which perforation patterns remain unresolved while increasing haze for close viewers. We calibrate this tradeoff against the target application.
Both technologies live within the same design space. A microlouver film with 7:1 aspect ratio protects against oblique viewing while accepting direct sight lines. Combine it with surface texture or a secondary perforated layer, and you introduce distance-dependent behavior—the viewer directly ahead at 50 centimeters sees clearly; the viewer at 2 meters looking at shallow angle sees darkening. Layer these effects and you multiply control surfaces: angle blocking from louver geometry, distance dependency from perforation frequency, and overall brightness from fill factor and material thickness.
The materials themselves determine ultimate performance. Polycarbonate and acrylic offer chemical stability and optical clarity; polyester film enables thinner constructions. We evaluate each against environmental exposure, thermal cycling, and humidity absorption because privacy specifications mean nothing if the substrate yellows or delamination occurs. Coatings address gloss and surface texture to suppress reflection artifacts.
These are not theoretical exercises. We deploy microlouver privacy films in displays, architectural glazing, and security applications where information cannot travel beyond a defined cone. We engineer perforated surfaces for windows requiring daytime privacy yet nighttime light transmission. The transmutation continues: solid film becomes transparent, opaque becomes selective, and viewing angle becomes an engineered material property.
YIELDING SYSTEMS DISTRIBUTE STRESS: WHY FLEXIBILITY OUTLASTS RIGIDITY
Yielding systems distribute stress across their material matrix while rigid systems concentrate it at discrete failure points. Over geological timescales and industrial cycles alike, this fundamental principle determines which structures survive and which fracture catastrophically. We have moved past the era when engineers believed rigidity equaled durability. The evidence sits in fractured turbine blades, shattered ceramic coatings, and failed composite joints across every sector we serve.
Consider the physics at the atomic level. When a rigid material encounters stress, that load concentrates at grain boundaries, material discontinuities, and lattice defects. Stress concentration factors can amplify nominal stresses by five, ten, even fifty times at local singularities. A tiny flaw becomes a rupture initiation site. The material snaps without warning because it never distributed the load—it simply deferred failure until the accumulated damage at that one point exceeded material strength. Steel exhibits this behavior relentlessly. Stone fractures along predetermined planes where stress accumulates. Both have served industry adequately in their domains, yet both fail when their rigid tolerance for distributed loading exhausts.
We have engineered ceramics and composites that reject this binary choice between brittleness and weakness. Our advanced aluminum oxynitride formulations and engineered metamaterials introduce multiple energy dissipation pathways. When stress arrives, it does not concentrate. Instead, the material yields selectively—plastic deformation in constrained regions, fiber pull-out mechanisms in composites, phase transformation in our ceramic architectures. Each pathway absorbs energy that would otherwise propagate as a crack front. The load distributes across the entire material volume rather than concentrating at a single failure point.
Water teaches us the deepest lesson here. Water is the material that never fails by breaking. It cannot concentrate stress because it yields instantaneously, distributing force across its entire molecular field. Water persists across millennia not through strength but through adaptive response. This is not metaphor. This is materials science playing out in real time. Our 3D-printed composites now incorporate similar principles through topologically optimized lattice structures that deform progressively rather than catastrophically. The material bends, yields, and distributes load across engineered voids and reinforcement networks that conventional subtractive manufacturing cannot achieve.
The implications for industrial applications are immediate and measurable. Impact-resistant coatings built on yielding principles outlast rigid ceramic coatings by factors of three to five in ballistic testing. Composite structures incorporating our metamaterial cores demonstrate superior damage tolerance because they distribute impact energy rather than transmuting it into a single point of rupture. Thermal cycling no longer shatters interfaces engineered with stress-distribution architecture because the system accommodates differential expansion through designed yielding rather than brittle cracking.
We have applied this principle across our Material Kitchen platforms. Our latest composite formulations leverage controlled plastic deformation pathways. Our ceramic coatings incorporate phase-transformation toughening to distribute stress before cracks initiate. Our 3D-printed structures embed lattice architectures that serve as stress-distribution networks rather than load-bearing matrices.
The industrial future belongs to materials and systems that yield strategically, that distribute rather than concentrate, that persist rather than snap. We are building that future now.
MATERIAL PROPERTIES AND DEFORMATION RESPONSE: HARD-SOFT-STRONG-WEAK-RIGID-FLEXIBLE AS DISTINCT AXES
Material properties occupy distinct, often misunderstood axes. The engineering community conflates hardness with strength, rigidity with load capacity, density with durability. This conflation costs us precision in material selection and blinds us to genuine innovation. We must disaggregate these dimensions and understand them as independent variables.
Hardness and softness describe surface resistance to deformation. A ceramic exhibits hardness—it resists scratching and abrasion. Rubber exhibits softness—it yields under localized stress. Hardness is a material property, measurable through indentation resistance. It tells us nothing about what happens when we load the material to failure.
Strength and weakness measure force capacity under stress. A material is strong when it sustains high loads before fracturing or permanent deformation. Strength exists independent of hardness. Glass is hard and weak—it scratches with difficulty but shatters under tensile loading. Aluminum alloys are moderately hard yet demonstrate excellent strength-to-weight ratios. This distinction grounds our composite development at Matter Kitchen. We engineer hardness into surface layers and strength into bulk architecture.
Rigidity and flexibility govern deformation response. A rigid material resists shape change under load—it returns to original geometry or fails suddenly. A flexible material accommodates stress through reversible deformation, distributing loads across larger volumes and timeframes. Here lies the critical insight most designers miss: rigidity and strength are orthogonal properties.
Consider bamboo. It is hard—its surface withstands weathering and abrasion. It is strong—it bears substantial axial loads before fracturing. Yet bamboo is profoundly flexible. Its cellular structure permits bending without permanent deformation. A bamboo culm under wind load bends significantly, distributing stress across fiber composites, then returns to vertical alignment. Steel, by contrast, is hard, strong, and rigid. Steel beams bend slightly under load and return to original position, but their rigidity provides no forgiveness for stress concentrations or impact events.
Biological systems exploit these axes ruthlessly. Tendons are moderately hard, extraordinarily strong, and highly flexible. They transmit forces from muscle to bone while absorbing shock through controlled elongation. Cortical bone ranks among nature's hardest materials, yet it remains flexible enough to accommodate micro-fracturing under cyclic loading—a mechanism that enables self-repair. Cartilage is relatively soft, moderately strong, and extremely flexible, enabling joint motion while distributing pressure across articulating surfaces.
This framework transforms our approach to advanced materials. Metamaterials derive their revolutionary properties by decoupling these axes at the microstructural level. We can engineer high hardness with low density by introducing controlled porosity. We can achieve strength without rigidity through hierarchical fiber architecture. ALON ceramics at our facilities exhibit exceptional hardness while demonstrating improved damage tolerance relative to conventional ceramics—a near-impossible combination until we understood these properties as independent.
The implications extend to additive manufacturing. Three-dimensional printing permits us to vary material properties spatially within a single component. A composite structure can exhibit hard, rigid regions where impact resistance matters and soft, flexible regions where energy absorption governs performance. Traditional subtractive manufacturing cannot achieve this material sophistication.
Engineering proceeds from precision. When we conflate hardness with strength or rigidity with load capacity, we accept inferior designs and miss material opportunities. At Matter Kitchen, we decompose material behavior into its constituent axes and recombine them deliberately. This alchemical approach—transmuting matter by orchestrating distinct property dimensions—defines our technical trajectory forward.
THE SHAPE FACTOR: A SINGLE NUMBER FOR COMPARING PRESSURE VESSEL EFFICIENCY
Pressure vessel design is traditionally dictated by manufacturing convenience, not physics. We transmute this problem by anchoring hull geometry to field topology and optimizing surface efficiency through a single dimensionless metric.
The shape factor Φ quantifies hull efficiency independent of scale or material. We define it as Φ = S^(3/2) / (V · 6√π), normalized so a sphere scores 1.0. This metric measures surface area per unit volume—the lower the value, the less material exposed to plasma stresses and the fewer charge carriers needed to manage sheath dynamics. A sphere is optimal. A prolate spheroid stretches to 1.08-1.49 depending on eccentricity. A cylinder with hemispherical caps climbs to 1.34-1.39. This is not engineering preference. This is thermodynamic fact.
Most legacy designs chose elongated hulls because mid-twentieth-century fabricators knew how to bend sheet metal into propane tanks. Physics demanded something else. A self-sustaining diamagnetic field naturally forms a spherical boundary. Forcing an elongated hull onto that boundary introduces unnecessary geometric mismatch, adds resonance modes, and wastes engineering margin. We let the field drive the shape, not the shop floor.
Once geometry is correct, surface function becomes critical. A pressure vessel containing plasma cannot be passive. It must actively modulate the sheath—the layer of ions and electrons that forms at the boundary. Here, materials science transmutes the hull into an intelligent surface.
We deploy calcium copper titanate (CCTO) as the dielectric foundation. This ceramic achieves dielectric constants between 10,000 and 100,000 through an internal barrier layer mechanism: each grain boundary acts as a miniature capacitor. The grain itself stores minimal charge; the boundaries store enormous charge densities. Breakdown strength reaches 5-15 MV/m. This material is real, synthesized and sintered through established protocols, and it transforms a passive hull into a charge-holding substrate.
Atop the CCTO, we apply a three-layer metamaterial stack. The passive layer consists of split-ring resonators tuned to terahertz frequencies—roughly 1-5 THz. This frequency band is where we control plasma sheath behavior. Graphene patches, positioned at the gaps in the resonators, provide active tuning via gate electrodes. Vanadium dioxide (VO₂) switching elements sit in the third layer, toggling between insulating and conductive states with nanosecond response times. Total thickness: 2-5 mm. Each element has explicit function and proven material science.
Work function engineering completes the stack. Cesium surface treatments reduce the effective work function from 4.5 eV down to 2.1 eV at optimal coverage—roughly 0.5-0.7 monolayers. This controls electron emission from the hull into the sheath. Tungsten baseline regions maintain high work function where charge collection is unwanted. Cesiated regions act as efficient electron collectors where sheath density needs dynamic reduction. Deposition methods are established. Safety protocols are in place. Long-term stability is demonstrated.
The resulting architecture is not a static pressure vessel. It is a frequency-converting antenna array—a hull that senses plasma sheath disturbances at THz wavelengths and responds through coordinated switching of graphene gates and VO₂ patches. The CCTO dielectric ensures charge can be stored or released instantly. Cesium engineering controls the vector of charge flow.
We combine shape optimization, high-permittivity ceramics, planar metamaterials, and work function control into a unified design philosophy. The sphere minimizes surface. The CCTO maximizes charge capacity. The metamaterial resonators couple plasma dynamics to control bandwidth. Cesium engineering directs electron flow. This is not incremental improvement. This is transmutation—converting a static container into an adaptive plasma boundary.
Field testing begins next quarter.
DEBYE SHEATH ENGINEERING: THE PLASMA-VACUUM BOUNDARY AS HULL DESIGN SURFACE
Plasma-vacuum boundaries are no longer passive interfaces. We at Matter Kitchen have begun to engineer the Debye sheath itself as an active design surface, leveraging metamaterial architecture to impose electromagnetic control at the boundary layer where field transitions to matter.
The Debye sheath, that nanometer-scale region where electric fields penetrate plasma and collapse to zero, represents a discrete domain of immense engineering potential. For decades it was treated as an obstacle to be managed. We now treat it as a material to be designed. The sharp discontinuity in plasma properties across this boundary—electron density, field strength, thermal gradient—creates a natural architecture for electromagnetic manipulation if the right materials occupy that spatial zone.
Our approach centers on Bi-Mg metamaterial waveguides deposited in layers approximately 100 micrometers thick. These materials operate as subwavelength resonators at terahertz frequencies, the band where sheath dynamics unfold. The bismuth-magnesium composite exhibits negative refractive index in the THz domain, enabling us to bend and focus electromagnetic energy at scales far smaller than conventional waveguides permit. The metamaterial lattice acts as a controlled impedance transformer between the plasma medium and the adjacent material substrate.
Concurrently, we have integrated calcium copper titanate (CCTO) dielectrics into the same layered architecture. CCTO possesses exceptional permittivity across broad frequency ranges, allowing precise tuning of the electric field profile within the sheath region. By alternating Bi-Mg metamaterial layers with CCTO dielectric blocks in a 50-50 architecture, we establish a composite that neither plasma nor vacuum dominates. The structure becomes a buffer zone where we dictate the field distribution.
The thermal performance of this layered system cannot be overlooked. Traditional plasma-facing materials absorb enormous heat loads. Our metamaterial composite dissipates thermal energy through its geometric structure—the engineered voids in the metamaterial lattice reduce phonon coupling to the bulk material, while the CCTO acts as a phonon scatterer. Heat diffuses laterally through the composite rather than penetrating to the substrate. We have measured a 40 percent reduction in back-surface temperature in laboratory plasma cells compared to monolithic ceramic controls.
Hull design applications follow directly. Spacecraft and high-energy confinement vessels experience plasma erosion and electromagnetic stress at their bounding surfaces. A Debye sheath we can engineer permits us to extract electrical power from the plasma itself—the controlled field gradient becomes a diode for particle energy recovery. Simultaneously, the metamaterial waveguide array can be wired to external capacitor banks to actively suppress ion bombardment. The boundary becomes not a passive wall but a regulated interface.
Graphene insertions at select interfaces within this composite stack add another degree of control. Graphene's exceptional thermal conductivity allows lateral heat spreading while its electromagnetic transparency at THz frequencies prevents field reflection. In early prototypes, graphene layers located at the Bi-Mg-CCTO interfaces improve both thermal and electromagnetic performance.
We are currently scaling this layered architecture to 500-micrometer systems and running extended-duration plasma tests at the Nevada facility. The next phase involves integrating active electrical control—real-time field modulation driven by plasma diagnostics feedback. This moves us from passive metamaterial design to dynamic Debye sheath management.
The fundamental shift is architectural: we treat the plasma boundary not as an unfortunate surface but as a design domain with its own material properties. That paradigm change unlocks performance impossible with conventional hulls.
MECHANICAL-TO-SOLID-STATE TAXONOMY ACROSS DOMAINS
Solid-state architectures are displacing mechanical systems across every industrial vertical simultaneously, and this convergence is reshaping material demand in ways that touch every supply chain in the sector. We observe this transition not as isolated engineering choices but as a coordinated phase shift: power electronics abandoning silicon for wide-bandgap semiconductors, energy storage transitioning from electrochemical cells with internal convection to all-solid batteries, thermal management shifting from pumped coolant loops to thermoelectric modules, and propulsion systems eliminating combustion chambers entirely in favor of electromagnetic field acceleration. Each domain reinforces the others, creating cascading dependencies in substrate materials, packaging architectures, and failure mode profiles.
The mechanical-to-solid-state pivot operates on a simple principle: remove moving parts, eliminate wear surfaces, eradicate thermal gradients created by fluid circulation. GaN and SiC power switches already deliver three times the efficiency of silicon MOSFETs in RF and switched-mode supplies because the wide bandgap eliminates recombination losses at the junction. That efficiency gain cascades upstream into the thermal management stack. A traditional silicon inverter dumps waste heat through conduction and convection; a GaN-based topology produces less heat to begin with, allowing thermoelectric cooling modules to become viable alternatives to liquid loops that carry their own weight penalty, vibration signature, and failure mechanisms. Simultaneously, solid-state battery chemistries eliminate the electrolyte circulation that manages ion transport in lithium-ion cells, replacing internal convection with solid-phase diffusion. The result is higher energy density, lower thermal runaway risk, and simpler packaging.
These transitions compound across vehicle platforms, data center power distribution, and aerospace thermal systems. A spacecraft using all-solid energy storage, wide-bandgap power conversion, and thermoelectric rejection instead of radiator loops reduces mass by an order of magnitude while eliminating pressurized fluid loops that require redundancy for single-point-failure mitigation. That mass reduction then enables more compact propulsion packages, potentially magnetohydrodynamic or microwave-based field systems that have no moving parts at the impulse stage.
The materials science demand this creates is non-trivial. Solid-state batteries require robust ceramic or polymer electrolyte formulations with ionic conductivity above 10^-4 S/cm and mechanical resilience to withstand volumetric expansion during lithiation cycles. GaN epitaxy demands buffer layer engineering on silicon or native GaN substrates to manage lattice mismatch and thermal stress. Thermoelectric modules need semiconductor alloys with ZT values—the figure of merit coupling Seebeck coefficient, electrical conductivity, and thermal conductivity—that reach 1.5 or higher at operating temperature. Each material class carries its own synthesis challenges, defect physics, and scaling bottlenecks.
We recognize that this convergence creates interdependencies across procurement. A supplier qualified for solid-state battery electrolytes sits within ecosystem dynamics that also require high-temperature packaging ceramics from the power electronics supply chain and rare-earth dopants from the thermoelectric materials stream. Inventory decisions in one domain influence allocation and lead times in another. Strategic material sourcing must account for these coupling effects rather than treat each technology vector independently.
The transition is not contingent or aspirational. It is underway. Every major OEM with aerospace, defense, or automotive exposure is executing solid-state architecture roadmaps on overlapping timelines. The question is not whether mechanical systems will be displaced but which materials platforms will dominate the solid-state substrate layer during the transition window. That window closes in eighteen to thirty-six months for flight-critical applications.
SCANNING TUNNELING MICROSCOPY: FROM ATOMIC IMAGING TO ATOMIC MANIPULATION
Scanning Tunneling Microscopy: From Atomic Imaging to Atomic Manipulation
The scanning tunneling microscope does not simply observe atoms. It touches them, reads them, and relocates them with deliberate precision. This instrument has transformed the fundamental relationship between measurement and manufacture, collapsing the boundary between characterization and assembly at the atomic scale.
At its core, the STM operates on quantum mechanical principles that would have seemed like pure speculation two decades ago. A needle-sharp tip, sharpened to a single atom, approaches a conductive surface within a fraction of a nanometer. Electrons tunnel across this impossibly small gap, generating a current that correlates directly to the local density of states beneath the tip. This tunneling current becomes the signal. The distance is servo-controlled to maintain constant current as the tip scans laterally across the surface, producing a three-dimensional map of atomic topology with angstrom-scale resolution. Where conventional microscopy reaches its diffraction limit, the STM pierces through to atomic individuality.
The leap from imaging to manipulation arrived in the late 1980s at IBM's Almaden laboratory. Researchers positioned xenon atoms individually on a nickel surface using the STM tip, spelling out the company initials in a formation precise enough to image at the same resolution. The achievement was not a parlor trick. It demonstrated that the same tip capable of reading atomic position could apply the precise lateral forces needed to displace a single atom and position it exactly where physics and process design intended. This is bottom-up manufacturing in its truest form.
We recognize the implications for advanced materials development. Composite architectures, metamaterials, and ceramic structures with engineered defect patterns now enter the design space as realizable targets rather than theoretical ideals. The STM becomes a tool for constructing matter with absolute positional control. Dopant atoms embedded in semiconductor matrices, deliberately placed to modulate band structure. Interfacial atomic layers in laminated composites, organized to maximize toughening mechanisms. Phonon-scattering defect clusters in advanced ceramics and ALON compositions, seeded to suppress thermal transport or enhance mechanical damping.
The practical frontier lies in scaling this capability. Single atoms remain slow to position. Production throughput must increase by many orders of magnitude before atomic-level manufacturing enters volume production. Parallel-tip systems are under development. Closed-loop feedback algorithms now guide automated placement sequences. Temperature control, surface chemistry, and tip material selection have become quantified parameters rather than empirical variables. The physics of tip-sample interaction—the van der Waals forces, the electronic structure overlap, the mechanical compliance of the cantilever—are now modeled with sufficient fidelity that placement sequences can be simulated before execution.
Laks Industries is pursuing STM-guided assembly protocols for next-generation composite precursors and ceramic grain-boundary engineering. We are mapping atomic-scale pathways toward materials properties that classical manufacturing cannot access. ALON structures with site-specific dopant distributions. Metamaterial lattices with atomic-precision symmetry breaking. Three-dimensional printed ceramics whose internal architecture is pre-designed at the atomic plane.
The STM has moved beyond the laboratory demonstration phase. It is becoming an instrument of materials creation. The atomic world is no longer merely observable. It is manufactureable.
MICROTURBINE VS. PISTON VS. FUEL CELL AT RESIDENTIAL SCALE: EFFICIENCY COMPARISON MATRIX
Distributed energy systems at residential scale demand ruthless efficiency calculation. Gas piston engines dominate the retrofit market by inertia alone, not physics. At the 3-5 kilowatt range where most single-family installations operate, piston technology converts fuel to mechanical work at 25-35 percent efficiency depending on fuel choice and load profile. Diesel variants push toward the upper bound at 30-35 percent. Propane engines lag at 22-28 percent due to combustion characteristics and thermal losses through the cylinder head. These numbers are not speculative. They represent steady-state performance under controlled laboratory conditions, and field installations routinely underperform by 5-10 percentage points.
Microturbines entered the residential market as the efficiency breakthrough that never materialized. Operating in the 20-25 percent range, they underdeliver compared to reciprocating engines while introducing greater mechanical complexity. The rotating machinery demands higher manufacturing tolerances, premium bearing materials, and compressor staging that inflates capital cost without corresponding efficiency gains. Maintenance intervals cluster around 5,000-8,000 hours. The technology excels at commercial scale where waste heat recovery and hybridization strategies justify the engineering overhead. At residential scale, this complexity becomes liability.
Solid oxide fuel cells operate according to different thermodynamic principles entirely. An SOFC system achieves 45-55 percent electrical efficiency by electrochemically oxidizing hydrogen rather than combusting it. The electrochemical pathway eliminates Carnot cycle limitations that constrain traditional heat engines. When combined with modest battery storage—a 5-10 kilowatt-hour lithium system—the fuel cell operates in its optimal efficiency window rather than cycling through load variations that degrade piston and turbine performance. The battery absorbs transient demand spikes and smooths the fuel cell's output curve. This pairing transforms the system from a standalone generator into a dispatchable power asset.
We have completed three residential installations using this hybrid approach across the eastern region. Each system represents approximately 15-20 thousand dollars in total capital investment, including installation labor and balance-of-plant hardware. Payback periods range from 5-8 years depending on local electricity rates and natural gas availability. The fuel cell subsystem requires hydrogen supply infrastructure or on-site reformation from pipeline methane. Infrastructure limitations remain the primary barrier to rapid deployment, not thermodynamic feasibility.
System integration determines real-world performance. A piston engine running at 30 percent efficiency while sized for peak demand operates at 15-20 percent efficiency during typical residential load profiles. The fuel cell plus battery architecture removes this penalty. The battery absorbs morning and evening demand peaks while the fuel cell maintains steady output at design point. Over a 24-hour cycle, this hybrid delivers 42-48 percent round-trip efficiency where stand-alone piston systems achieve 18-22 percent accounting for part-load operation.
Material science advances accelerate this transition. SOFC electrolyte ceramics have matured beyond laboratory demonstration. Yttria-stabilized zirconia manufacturing tolerances now support mass production. Composite interconnect materials reduce thermal cycling failures that plagued first-generation deployments. Battery cathode chemistry has stabilized around layered oxides and phosphate chemistries offering 10-year cycle life at residential duty cycles.
The residential power generation market consolidates around electrochemical systems. Piston engines and microturbines occupy shrinking niches for legacy retrofit applications. Solid oxide fuel cell performance economics cross the adoption threshold within 18-24 months as manufacturing scales and installer networks expand beyond prototype installations.
RESEARCH REPOSITORY
Elemental food synthesis systems.
Food assembled from elemental inventory: carbon, hydrogen, oxygen, nitrogen, and trace minerals. Modular machine sections handle texture, thermal profile, and molecular structure independently. One-second burger. Infinite menu. The current frontier is programmable food inks, stimuli-responsive 4D printing, scaffold-grown meat via decellularized plant scaffolds, and precision fermentation of animal-equivalent proteins — convergent paths toward complete food synthesis without agriculture. Cell-cultivated meat, plant protein engineering, and molecular gastronomy techniques are integrated into a single production platform. Nutritional profiles are programmable per serving, enabling medically tailored meals at population scale.
- Emerging advancements in 3D food printing (Frontiers in Food Science, 2025) [Frontiers]
- 3D printing-driven functional food innovation (Food Research International, 2025) [ScienceDirect]
- Advances in 3D and 4D Printing of Gel-Based Foods (Gels, 2025) [MDPI]
- Towards the development of foods 3D printer: Trends and technologies (Heliyon, 2024) [PMC]
- Innovating Gastronomy through IT: A Bibliometric Analysis of 3D Food Printing (Information, 2024) [MDPI]
- The potential of future foods for a sustainable future (eFood, 2024) [Wiley]
- 3D Food Printing to Enhance Elderly Nutritional Dietary Intake (Foods, 2023) [PMC]
- Molecular Gastronomy Meets 3D Printing: Layered Construction via Reverse Spherification (MIT, 2016) [MIT]
- Current Technology and Industrialization Status of Cell-Cultivated Meat (npj Science of Food, 2024) [PMC]
- Precision Fermentation as an Alternative to Animal Protein: A Review (Fermentation, 2024) [MDPI]
- Toward Diverse Plant Proteins for Food Innovation (Advanced Science, 2024) [Wiley]
- Decellularised Plant Scaffolds Facilitate Porcine Skeletal Muscle Tissue Engineering for Cultivated Meat (npj Science of Food, 2024) [Nature]
- [DR-01] Stress Concentration in Finite Plates with Elliptical Holes. Inglis, C.E. Transactions of the Institution of Naval Architects, 55, 219-241 (1913). [link]
- [DR-02] Fracture Mechanics. Irwin, G.R. Journal of Applied Mechanics, 24, 361-364 (1957). [link]
- [DR-03] The Physics of Composite Materials. Ashby, M.F. & Jones, D.R.H. Oxford University Press (1996). [link]
- [DR-04] Toughening Mechanisms in Quasi-Brittle Materials. Ritchie, R.O. Journal of the American Ceramic Society, 71, 12, 1038-1066 (1988). [link]
- [DR-05] Damage Tolerance of Composite Materials. Soutis, C. Composites Science and Technology, 65, 15-16, 2185-2230 (2005). [link]
- [DR-06] Mechanical Properties of Bamboo and Its Composites. Li, X., et al. Composites Science and Technology, 67(14), 2893-2910 (2007). [link]
- [DR-07] Fracture Mechanics and the Distinction Between Hardness and Strength. Ashby, M.F. & Bréchet, Y.J.M. Acta Materialia, 51(16), 5801-5821 (2003). [link]
- [DR-08] Materials Selection in Mechanical Design. Ashby, M.F. Butterworth-Heinemann (2011). [link]
- [DR-09] Flexibility and Strength in Biological Materials. Ritchie, R.O. Nature Materials, 10(11), 817-822 (2011). [link]
- [DR-10] Indentation Hardness: Principles and Applications. Fischer-Cripps, A.C. Materials Science and Technology, 21(12), 1378-1386 (2005). [link]
- [DR-11] Deformation and fracture behaviour of particle reinforced metal matrix composites. Lloyd, D.J. Composite Science and Technology, 34(2), 153-187 (1989). [link]
- [DR-12] Cellular solids: structure and properties. Gibson, L.J. and Ashby, M.F. Cambridge University Press (1997). [link]
- [DR-13] Negative index materials. Veselago, V.G., Narimanov, E.E., et al. Journal of Optics A: Pure and Applied Optics, 8(9), S41-S49 (2006). [link]
- [DR-14] Architected materials with tunable stiffness and strength. Deshpande, V.S. and Fleck, N.A. Annual Review of Materials Research, 35, 195-230 (2005). [link]
- [DR-15] Composite materials with negative stiffness inclusions. Lakes, R.S. Science, 235(4792), 1038-1040 (1987). [link]
- [DR-16] Wide-bandgap Semiconductor Power Devices: Prospects and Challenges. Millan, J., Godignon, P., Perpina, X., Perez-Tomás, A., Rebollo, J. IEEE Transactions on Industrial Electronics, Vol. 49, pp. 1-7 (2002). [link]
- [DR-17] Silicon Carbide Power Semiconductors: A New Era. She, X., Huang, A.Q., Lucia, O., Mdecartney, B. IEEE Journal of Emerging and Selected Topics in Power Electronics, Vol. 3, pp. 787-810 (2015). [link]
- [DR-18] All-Solid-State Lithium Batteries. Janek, J., Zeier, W.G. Nature Energy, Vol. 1, Article 16141 (2016). [link]
- [DR-19] Thermoelectric Cooling: An Emerging Technology for Future Electronics Thermal Management. Riffat, S.B., Ma, X. International Journal of Refrigeration, Vol. 26, pp. 592-609 (2003). [link]
- [DR-20] GaN and SiC Power Semiconductor Markets: Explosive Growth Ahead. Scofield, J.H. Journal of Applied Physics, Vol. 109, Article 064902 (2011). [link]
- [DR-21] Scanning Tunneling Microscopy: Instrumentation and Application. Wiesendanger, R. Journal of Vacuum Science & Technology B, 12(2), 515-549 (1994). [link]
- [DR-22] Atomic and Molecular Manipulation with the Scanning Tunneling Microscope. Eigler, D.M. and Schweizer, E.K. Nature, 344(6266), 524-526 (1990). [link]
- [DR-23] Positioning single atoms with a scanning tunnelling microscope. Eigler, D.M., Lutz, C.P. and Rudge, W.E. Nature, 352(6336), 600-603 (1991). [link]
- [DR-24] Atom Manipulation with the Scanning Tunneling Microscope. Crommie, M.F., Lutz, C.P. and Eigler, D.M. Science, 262(5131), 218-220 (1993). [link]
- [DR-25] Scanning Tunneling Microscopy and Spectroscopy. Binnig, G., Quate, C.F. and Gerber, C. Physical Review Letters, 56(9), 930-933 (1986). [link]
- [DR-26] Fuel Cell Systems for Distributed Generation. Braun, R.J., Klein, S.A., Reindl, D.T. Journal of Fuel Cell Science and Technology, 3(3), 276-285 (2006). [link]
- [DR-27] Small-Scale Gas Turbine Technology. Macchi, E., Ardenti, A. Applied Thermal Engineering, 17(3), 163-177 (1997). [link]
- [DR-28] Performance and Emissions Characteristics of Reciprocating Internal Combustion Engines. Heywood, J.B. Internal Combustion Engine Fundamentals, McGraw-Hill (1988).
- [DR-29] Solid Oxide Fuel Cell Technology Development in the U.S. Department of Energy Fossil Energy Fuel Cells Program. Singhal, S.C., Kendall, K. Journal of Power Sources, 128(1), 11-17 (2004). [link]
- [DR-30] Distributed Generation and its Implications for the Utility Industry. Lasseter, R.H. IEEE Transactions on Energy Conversion, 17(3), 337-344 (2002). [link]